![]()
- Details
- Written by Super User
- Category: Basic CNC
- Hits: 1446
Mach3 CNC Controller มีการใช้งานได้ 3 รูปแบบ
1.ช่อง Printer Port สำหรับ Windows XP และ Windows 7 32 Bit เท่านั้นดูได้จาก Link นี้ครับ
2.Board USB Download RNR USB Driver และคลิปวีดีโอด้านล่างนี้ เป็นการติดตั้ง RNR USB สำหรับ Mach3 CNC Controller
3.Board Ethernet
- Details
- Written by Super User
- Category: Basic CNC
- Hits: 1716
Rotary encoder



เครื่องเข้ารหัสแบบโรตารี่ หรือ ที่เรียกว่าเครื่องเข้ารหัสเพลา เป็นอุปกรณ์เครื่องกลไฟฟ้าที่แปลงตำแหน่งเชิงมุม หรือ การเคลื่อนที่ของเพลา หรือ เพลาเป็นสัญญาณอนาล็อก หรือ ดิจิตอล
ตัวเข้ารหัสแบบหมุนมีสองประเภทหลัก
Absolute (แบบสัมบูรณ์) และ Incremental (แบบเพิ่มหน่วย)
เอาต์พุตของ Absolute Encoder จะระบุตำแหน่งเพลาปัจจุบัน ทำให้เป็นตัวแปลงสัญญาณมุม
เอาต์พุตของ Incremental Encoder จะให้ข้อมูลเกี่ยวกับการเคลื่อนที่ของเพลา
ซึ่งโดยทั่วไปแล้วจะประมวลผลในส่วนอื่นเป็นข้อมูล เช่น ตำแหน่ง ความเร็ว และระยะทาง
เครื่องเข้ารหัสแบบโรตารี่ถูกนำมาใช้ในการใช้งานที่หลากหลายซึ่งต้องมีการตรวจสอบ หรือควบคุม
หรือ ทั้งสองอย่าง ของระบบกลไก รวมถึงการควบคุมทางอุตสาหกรรม หุ่นยนต์ เลนส์ถ่ายภาพ
อุปกรณ์ป้อนข้อมูลของคอมพิวเตอร์ เช่น เมาส์ออปโตเมคานิคัล และ แทร็กบอล
Technology สำหรับ Rotary Encoder
Mechanical : หรือที่เรียกว่าเครื่องเข้ารหัสที่เป็นสื่อกระแสไฟฟ้า ชุดรางทองแดงเส้นรอบวงที่สลักไว้บน PCB ใช้เพื่อเข้ารหัสข้อมูลผ่านแปรงสัมผัสที่ตรวจจับบริเวณที่เป็นสื่อกระแสไฟฟ้า เครื่องเข้ารหัสเชิงกลนั้นประหยัดแต่อ่อนไหวต่อการสึกหรอทางกล สิ่งเหล่านี้พบได้ทั่วไปในอินเทอร์เฟซของมนุษย์ เช่น มัลติมิเตอร์แบบดิจิตอล[3]
Optical: ใช้แสงส่องลงบนโฟโตไดโอดผ่านรอยผ่าในแผ่นโลหะหรือแก้ว รุ่นสะท้อนแสงยังมีอยู่ นี่เป็นหนึ่งในเทคโนโลยีที่พบบ่อยที่สุด Encoderแบบออปติคัลมีความไวต่อฝุ่นมาก
On-Axis Magnetic: เทคโนโลยีนี้มักใช้แม่เหล็กนีโอไดเมียม 2 ขั้วแบบแม่เหล็กแบบพิเศษติดกับเพลามอเตอร์ เนื่องจากสามารถยึดกับปลายเพลาได้ จึงทำงานร่วมกับมอเตอร์ที่มีแกนยื่นออกมาจากตัวมอเตอร์ได้เพียง 1 เพลาเท่านั้น ความแม่นยำอาจแตกต่างกันตั้งแต่สองสามองศาจนถึงต่ำกว่า 1 องศา ความละเอียดได้ต่ำสุด 1 องศาหรือสูงถึง 0.09 องศา (4000 CPR, Count per Revolution)[4] การประมาณค่าภายในที่ออกแบบมาไม่ดีอาจทำให้เอาต์พุตกระวนกระวายใจ แต่สิ่งนี้สามารถเอาชนะได้ด้วยการเฉลี่ยตัวอย่างภายใน
Off-Axis Magnetic: เทคโนโลยีนี้มักใช้แม่เหล็กเฟอร์ไรต์ที่เชื่อมด้วยยางซึ่งติดอยู่กับดุมโลหะ ให้ความยืดหยุ่นในการออกแบบและต้นทุนต่ำสำหรับการใช้งานที่กำหนดเอง เนื่องจากชิปเข้ารหัสนอกแกนที่มีความยืดหยุ่นจำนวนมาก จึงสามารถตั้งโปรแกรมให้ยอมรับความกว้างของขั้วจำนวนเท่าใดก็ได้ จึงสามารถวางชิปในตำแหน่งใดก็ได้ที่จำเป็นสำหรับการใช้งาน Encoderแม่เหล็กทำงานในสภาพแวดล้อมที่รุนแรงซึ่งEncoderแบบออปติคัลจะไม่ทำงาน
Basic types Of Encoder
 Absolute (แบบสัมบูรณ์)
Absolute (แบบสัมบูรณ์)
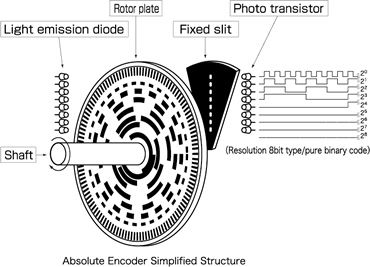
Encoderแบบสัมบูรณ์รักษาข้อมูลตำแหน่งเมื่อมีการหยุดจ่ายพลังงานให้กับตัว Encoder ตำแหน่งของEncoderจะพร้อมใช้งานทันทีเมื่อใช้พลังงาน ความสัมพันธ์ระหว่างค่าEncoderและตำแหน่งทางกายภาพของเครื่องจักรควบคุมถูกกำหนดไว้ที่การประกอบ ระบบไม่จำเป็นต้องกลับไปที่จุดสอบเทียบเพื่อรักษาความถูกต้องของตำแหน่ง Encoderแบบสัมบูรณ์มีวงแหวนรหัสหลายวงพร้อมการถ่วงน้ำหนักแบบไบนารีที่หลากหลายซึ่งให้ข้อมูลคำที่แสดงตำแหน่งที่แน่นอนของEncoderภายในการปฏิวัติครั้งเดียว Encoderประเภทนี้มักถูกเรียกว่าEncoderสัมบูรณ์แบบขนาน เครื่องเข้ารหัสแบบหมุนสัมบูรณ์แบบหมุนได้หลายรอบประกอบด้วยรหัสล้อเพิ่มเติมและล้อแบบฟันเฟือง ล้อที่มีความละเอียดสูงจะวัดการหมุนแบบเศษส่วน และล้อรหัสที่มีความละเอียดต่ำกว่าจะบันทึกจำนวนรอบการหมุนทั้งหมดของเพลา
Incremental (แบบเพิ่มหน่วย)
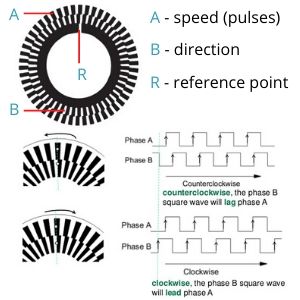

Encoderที่เพิ่มขึ้น Encoderแบบเพิ่มหน่วยจะรายงานการเปลี่ยนแปลงในตำแหน่งทันที ซึ่งเป็นความสามารถที่จำเป็นในบางแอปพลิเคชัน อย่างไรก็ตาม จะไม่รายงานหรือติดตามตำแหน่งที่แน่นอน ด้วยเหตุนี้ ระบบกลไกที่ตรวจสอบโดยEncoderแบบเพิ่มหน่วยจึงอาจต้อง มี Home Sensor (Home Limit) เพื่อเริ่มต้นการวัดตำแหน่งสัมบูรณ์
- Details
- Written by Super User
- Category: Basic CNC
- Hits: 2345
 FreeCAD Path Workbench Work Flow
FreeCAD Path Workbench Work Flow
Path Workbench ใช้ในการผลิตคำสั่งเครื่องสำหรับเครื่อง CNC จากโมเดล FreeCAD 3D สิ่งเหล่านี้สร้างวัตถุ 3 มิติในโลกแห่งความเป็นจริงบนเครื่องจักร CNC เช่น เครื่อง CNC Milling เครื่องกลึง เครื่องตัดเลเซอร์ หรือ ที่คล้ายกัน โดยปกติคำสั่งจะเป็นภาษา G-code

- Details
- Written by Super User
- Category: Basic CNC
- Hits: 1819
AC Servo Motor

Servo Motor เป็นอุปกรณ์ไฟฟ้าที่ใช้สำหรับแปลงสัญญาณไฟฟ้าที่ป้อนให้เป็นความเร็วเชิงมุมที่แม่นยำ เรียกว่าระบบเซอร์โว โดยพื้นฐานแล้ว ระบบเซอร์โว คือ ระบบที่สร้างตัวแปรทางกลบางรูปแบบ เช่น ความเร็ว ความเร่ง หรือ ตำแหน่งเป็นเอาต์พุต เซอร์โวมอเตอร์ได้รับการออกแบบมาเพื่อสร้างความเท่าเทียมกันทางกลของสัญญาณไฟฟ้าที่ใช้
Servo Motor มีสองประเภทคือ AC servo Motor และ DC Servo Motor ความแตกต่างที่สำคัญระหว่างมอเตอร์ทั้งสองคือแหล่งพลังงาน AC servo Motor ใช้ไฟฟ้ากระแสสลับ ส่วน DC Servo Motor จะใช้กระแสตรง แม้ว่าประสิทธิภาพของมอเตอร์เซอร์โว DC จะขึ้นอยู่กับแรงดันไฟฟ้าเท่านั้น มอเตอร์เซอร์โว AC จะขึ้นอยู่กับความถี่และแรงดันไฟฟ้า เนื่องจากความซับซ้อนของแหล่งจ่ายไฟ มอเตอร์เซอร์โว AC จึงสามารถรับมือกับไฟกระชากได้สูง จึงเป็นสาเหตุว่าทำไมจึงมักใช้ในเครื่องจักรอุตสาหกรรม
เซอร์โวมอเตอร์กระแสสลับมีตัวเข้ารหัส(Encoder) ซึ่งใช้โดยคอนโทรลเลอร์เพื่อให้ผลป้อนกลับและการควบคุมแบบวงปิด(CloseLoop) มอเตอร์ไฟฟ้ากระแสสลับสามารถระบุตำแหน่งได้อย่างแม่นยำสูงและควบคุมได้อย่างแม่นยำตามความจำเป็นสำหรับการใช้งาน มอเตอร์เหล่านี้มีการออกแบบที่เหนือกว่าเพื่อให้ได้แรงบิดที่ดีขึ้น แอปพลิเคชั่นเซอร์โวมอเตอร์ AC ส่วนใหญ่รวมถึงในหุ่นยนต์ ระบบอัตโนมัติ อุปกรณ์ CNC และการใช้งานอื่น ๆ อีกมากมาย
เซอร์โวมอเตอร์ คือ Rotary Actuator ที่ออกแบบมาเพื่อการควบคุมที่แม่นยำ ประกอบด้วยมอเตอร์ไฟฟ้า อุปกรณ์ป้อนกลับ และ ตัวควบคุม สามารถรองรับรูปแบบการเคลื่อนไหวที่ซับซ้อนและรูปแบบได้ดีกว่ามอเตอร์ประเภทอื่นๆ แม้ว่าจะมีขนาดเล็ก แต่ก็สามารถบรรจุพลังงานได้มาก และประหยัดพลังงานอย่างมาก
ประเภทของ AC Servo motor
มอเตอร์เซอร์โว AC แบ่งออกเป็นประเภทต่างๆ ได้แก่
- เซอร์โวมอเตอร์หมุนตำแหน่ง
- เซอร์โวมอเตอร์หมุนต่อเนื่อง
- มอเตอร์เซอร์โวเชิงเส้น
ทำไมต้องเลือก AC Servo Motor?
มีข้อดีหลายประการในการเลือกมอเตอร์เซอร์โวแบบกระแสสลับมากกว่ามอเตอร์เซอร์โวแบบกระแสตรง ให้แรงบิดต่อน้ำหนักที่มากขึ้น ประสิทธิภาพ ความน่าเชื่อถือ และลดเสียงรบกวนจากความถี่วิทยุ และในกรณีที่ไม่มีเครื่องสับเปลี่ยน ก็ต้องการการบำรุงรักษาน้อยลงและมีอายุขัยยืนยาวขึ้น มอเตอร์เซอร์โวแบบกระแสสลับถูกนำมาใช้ในการใช้งานที่หลากหลายซึ่งการควบคุมตำแหน่งเป็นสิ่งสำคัญและมักใช้ในหุ่นยนต์ อุปกรณ์เซมิคอนดักเตอร์ เครื่องมือกล และเครื่องบิน
ความรู้เรื่อง AC Servo Motor อย่างละเอียด ท่านสามรถดูได้จาก VDO ตามลำดับข้างล่างนี้
การใช้ AC Servo Motor ต้องเรียนรู้เรื่องการการปรับแต่ง Parameter
Source :
- Details
- Written by Super User
- Category: Basic CNC
- Hits: 2495
How to Set AutoTool change For GRBL
Autotool Change M6 Function
1.M6 Start
Go to Probe Position
G0 z20
G00 x50 y-30
2.M6 End (Probe And set Position)
G0 X0.1 Y-0.3
G38.2 Z-0.50 F50
G92 Z0.95 (plate position offset)
G0 Z50.000
Example For Universal G code Sender

OpenBuild Probe
- You are here:
-
Home

-
ข่าวสารและความรู้
- Basic CNC




